基于STC12單片機的PID恒溫烙鐵控制系統設計
引言
在電子焊接領域,恒溫烙鐵是確保焊接質量、提高工作效率和保護電子元器件免受熱損傷的關鍵工具。傳統的烙鐵多采用模擬電路控制,存在溫度波動大、響應速度慢、精度不高等問題。隨著微控制器技術的發展,基于單片機的數字恒溫控制系統以其高精度、強抗干擾能力和靈活的算法可調性,逐漸成為主流設計方案。本文提出一種基于STC12系列單片機的PID恒溫烙鐵控制系統,旨在實現快速、穩定、高精度的溫度控制,適用于精細的集成電路焊接與維修工作。
系統總體設計
本系統設計以STC12C5A60S2單片機為核心控制器。該單片機具有高速、低功耗、強抗干擾能力以及豐富的外設資源,非常適合嵌入式控制應用。系統總體結構包括以下幾個核心模塊:
- 主控單元:STC12單片機,負責采集溫度信號、執行PID控制算法、輸出PWM控制信號。
- 溫度檢測模塊:采用K型熱電偶配合MAX6675冷端補償與模數轉換芯片,實現高精度的溫度測量與數字信號輸出。
- 功率驅動模塊:采用光電隔離與MOSFET(如IRF840)構成驅動電路,接收單片機的PWM信號,控制加熱芯的功率通斷。
- 人機交互模塊:包括數碼管或OLED顯示屏用于顯示設定溫度與實時溫度,旋轉編碼器或按鍵用于設定目標溫度。
- 電源模塊:為整個系統提供穩定的+5V和+3.3V工作電壓。
硬件電路設計詳述
1. 溫度檢測電路
熱電偶輸出的微弱電壓信號經MAX6675進行冷端補償、放大并轉換為12位數字信號,通過SPI接口傳送給單片機。此方案省去了額外的信號調理與AD轉換電路,簡化了設計,提高了系統的可靠性與精度。
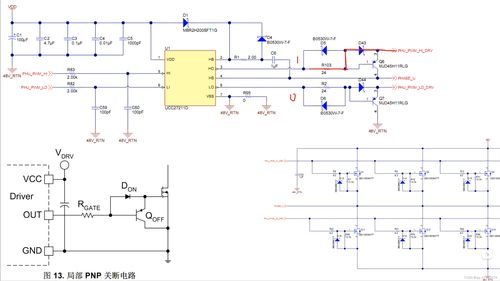
2. 功率控制與驅動電路
這是系統的執行核心。單片機產生的PWM信號首先通過光耦(如TLP521)進行電氣隔離,以防止功率電路對控制電路的干擾。隔離后的信號驅動MOSFET的柵極,控制流過加熱芯(通常為24V供電)的電流通斷比例,從而實現加熱功率的連續調節。電路中需加入續流二極管以保護MOSFET。
3. 人機接口電路
采用0.96英寸OLED顯示屏(I2C接口)顯示信息,界面友好且節省IO口。目標溫度通過一個旋轉編碼器進行設定,其具有增量式調節和按鍵確認功能,操作直觀便捷。
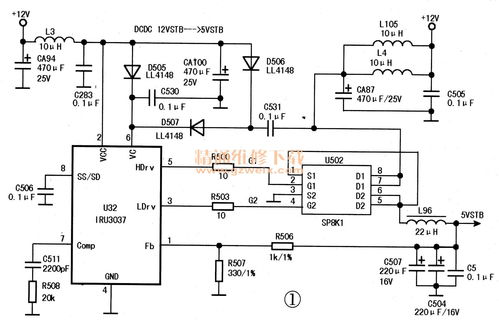
4. 電源電路
輸入為24V直流電源(適配器),通過LM2596開關穩壓芯片降壓至+5V為單片機、顯示等供電,再通過AMS1117-3.3穩壓芯片得到+3.3V為MAX6675等芯片供電。
軟件設計與PID算法實現
系統軟件采用C語言編寫,在Keil開發環境下完成。程序采用前后臺(中斷+主循環)架構。
主程序流程:系統上電初始化后,進入主循環,不斷掃描編碼器輸入、刷新顯示,并根據定時中斷標志處理核心控制任務。
核心控制中斷服務程序:設置一個定時器(如10ms中斷一次)。在中斷服務程序中:
1. 讀取MAX6675獲取當前烙鐵頭溫度T_current。
2. 執行PID控制算法計算輸出。
- PID算法離散化:采用位置式PID算法。公式為:
Output = Kp <em> e(k) + Ki </em> ∑e(j) + Kd * [e(k) - e(k-1)]
其中,e(k)為當前時刻溫度偏差(設定值-測量值),Kp, Ki, Kd為比例、積分、微分系數。
- 抗積分飽和與輸出限幅:對積分項進行限幅,防止系統啟動或大幅調溫時積分過量。最終PID輸出值映射為0-100%的PWM占空比,并限制在合理范圍內。
- 更新PWM模塊的占空比寄存器,改變加熱功率。
參數整定:Kp, Ki, Kd參數通過實驗法(如臨界比例度法)或試湊法進行整定。對于烙鐵這種具有較大熱慣性的對象,通常需要較強的比例作用和適當的積分作用以消除靜差,微分作用可改善動態性能但需謹慎使用以防對噪聲過于敏感。
系統測試與性能分析
搭建實物系統后進行測試:
- 升溫測試:從室溫升至設定溫度(如350℃),記錄超調量和穩定時間。通過優化PID參數,可實現快速升溫(約15-25秒)且超調量小于5%。
- 恒溫精度測試:在空載和模擬焊接(觸碰散熱體)條件下,監測溫度波動。本設計可實現穩態溫度波動范圍在±3℃以內,滿足精密焊接要求。
- 抗干擾測試:模擬電網電壓波動或風扇冷卻,系統能快速調整功率,恢復設定溫度。
結論與集成電路設計展望
本文成功設計并實現了一種基于STC12單片機的數字PID恒溫烙鐵控制系統。硬件結構簡潔可靠,軟件算法有效,整體性能優于傳統模擬控溫烙鐵,具有成本低、控溫準、響應快的優點,非常適合電子愛好者、維修工程師及小批量生產場景使用。
從集成電路設計的角度展望,當前系統由多個分立芯片和元件構成。未來可進一步采用片上系統(SoC) 或專用集成電路(ASIC) 思想進行優化集成:
- 將STC12單片機內核、PWM發生器、SPI控制器、ADC等數字模塊集成到一個芯片中。
- 將熱電偶信號調理前端(包含儀表放大器、冷端補償電路)、高精度ADC乃至功率驅動預放等模擬模塊也集成進來,形成一顆“智能功率控制器”芯片。
- 如此可極大縮小PCB面積,提高系統可靠性,降低整體成本,并有利于實現更復雜的自適應控制算法(如模糊PID),為打造高性能、微型化的智能焊接工具奠定硬件基礎。
本設計不僅是一個實用的工程案例,也為理解從離散系統到集成電路的系統級設計思路提供了有價值的參考。
如若轉載,請注明出處:http://www.zxc05.cn/product/72.html
更新時間:2026-01-19 18:21:17